
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
Produkter





Automatisk boxstängningsmaskin
Som professionell tillverkare vill vi ge dig S2928 Max Automatic Box Closing Machine. Den linjära mekanismen på höljesförslutaren styrs av precisionslinjära styrningar, vilket säkerställer hög tillförlitlighet och hållbarhet;
Skicka förfrågan
Produktbeskrivning
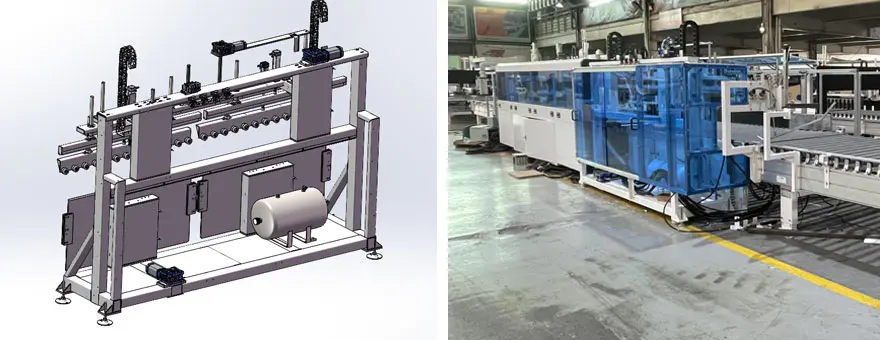
Maskinbild

Maskinspecifikationer
| Mått L*B*H(mm) | Maskinens egenvikt (kg) | Strömförsörjning (kW) | Transportera last (kg) | Arbetshöjd(mm) |
| 10200*2200*2260 | Runt 3200 kg | 10.9 | 50 | 800±50 |
Bearbetningsparametrar
| Kartongbearbetningslängd(mm) | Kartongbearbetningsbredd(mm) | Kartongbearbetningshöjd (mm) | Tätningseffektivitet (cykler/min) | Tjocklek på wellpapp (mm) |
| 300-2900 | 200-1200 | (Träpaneltjocklek 18) 20-280 | 4-8 | 2,5-6 |
Produktegenskaper
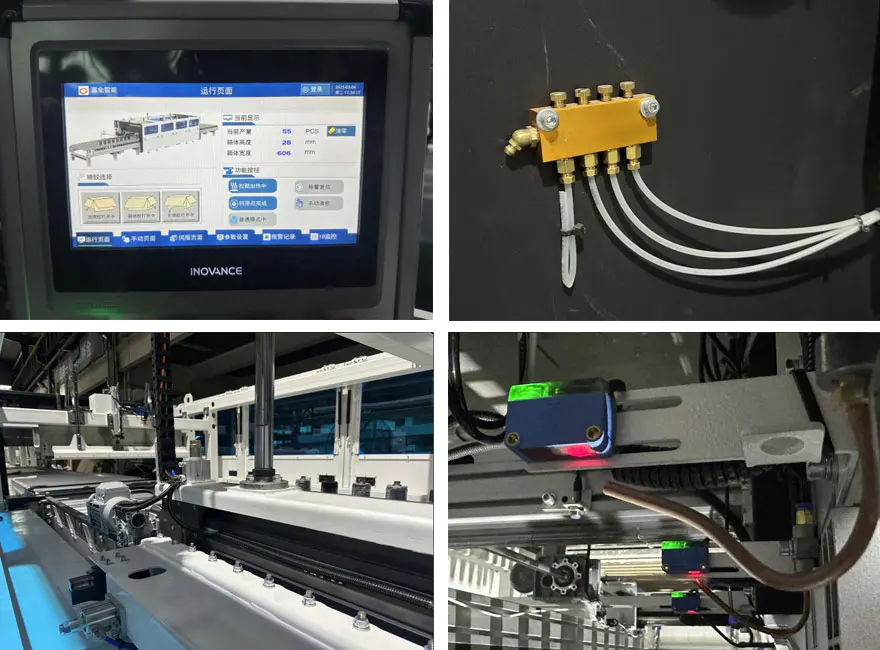
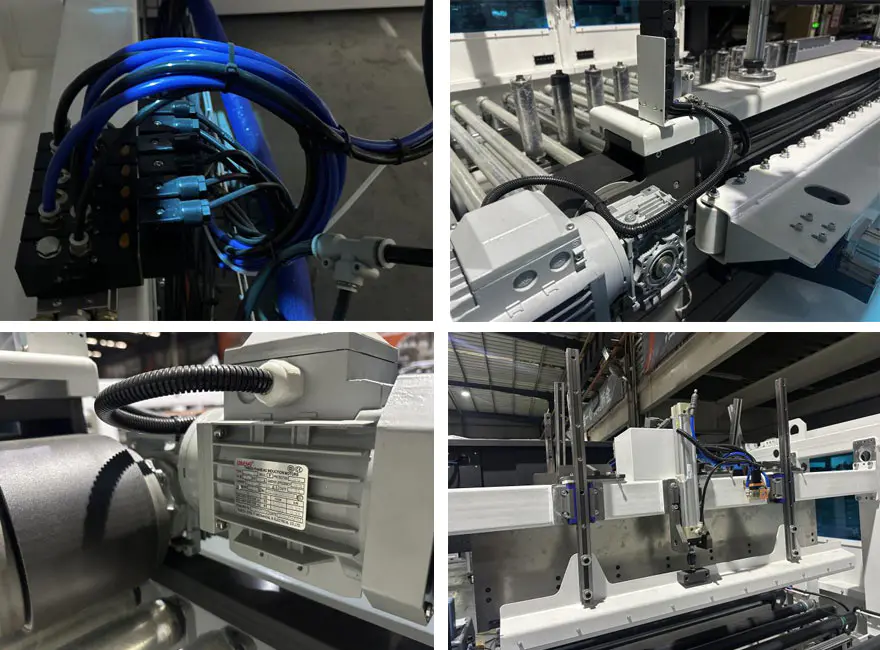
1. Kärnkomponenter: Eva snabbtorkande smältlimmaskin; servomotor; planetreducerare; laseravståndsmätare; synkront bälte; kudde block lager; motor med variabel frekvens; snäckväxelreducerare;
2. Transportrullarna använder importerade PVC-gummihylsor, som är både flexibla och hållbara;
3. Den linjära mekanismen för fodralförslutningen styrs av precisionslinjära guider, vilket säkerställer hög tillförlitlighet och hållbarhet;
4. Kraften för klämmorna och limpistolerna tillhandahålls av högprecisionsservomotorer, som är lätta att kontrollera och förbättra utrustningens precision;
5. Maskinen kan användas som en fristående enhet eller integreras med en anpassad hemförpackningslinje, vilket erbjuder mångsidiga och flexibla användningsalternativ.
Fungera
1.Användning
A.Denna automatiska boxstängningsmaskin används för att försegla exklusiva möbelförpackningar.
B. Den här utrustningen används för att försegla kartonger av modellerna M/A-0410 och M/A-0419.
C. Kartongens botten limmas först, sedan artiklarna som ska förpackas och stoppningsmaterialen placeras inuti, följt av maskinförsegling.
2. Allmän arbetsprincip
Hela utrustningen är uppdelad i fem sektioner: mätmaskinsektionen, matningsbuffertmaskinsektionen, tunnelförslutningssektionen, övergångsmaskinsektionen och pusherförseglarsektionen.
A. Under drift kommer de förpackade kartongerna, med föremålen fyllda inuti, in från mätmaskinsektionen längs referenskanten. Breddsensorn vid ingången mäter ungefär kartongens bredd. När kartongen når slutet av mätmaskinssektionen stoppas den av en baffelanordning. Den aktiva klämanordningen mäter sedan kartongens bredd noggrant, och högtrycksplåtanordningen mäter kartongens höjd noggrant. Därefter förflyttas kartongen från mätmaskinssektionen genom matningsbuffertmaskinsektionen till ingången till tunnelförslutningssektionen.
B. När kartongen kommer in i tunnelförslutningsdelen applicerar limpistolen vid ingången smältlim längs med kartongens längd. Den passerar sedan genom tätningskanalen, som består av en vikstångsenhet, pressmekanism, sidobältesmekanism och motviktsbältesmekanism – vilket slutför tätningen av långsidan.
C. Kartongen, med sin långsida förseglad, flyttas in i övergångsmaskinsektionen och stoppas av den främre baffelanordningen vid ingången till pusherförslutningssektionen. Den första kortsidan limmas sedan och förseglas av sprutanordningen, den främre pressplåtanordningen och den främre tätningsplåtanordningen. Efter att den första kortsidan är förseglad går kartongen in i påskjutarförslutningsdelen och rör sig bakåt, där den stoppas av den bakre baffelanordningen. Den andra kortsidan limmas och förseglas sedan av sprutanordningen, den bakre pressplåtsanordningen och den bakre tätningsplåtanordningen. Vid denna tidpunkt är hela förseglingsprocessen för kartongen avslutad och den rullar ut från pusherförslutningsdelen.
D.Denna kartongförseglingsmetod, som känner igen lådans bredd, kan effektivt försegla kartonger av olika storlekar under matningsprocessen utan att behöva mata in lådornas dimensioner.
E.För batchförsegling av kartonger med samma dimensioner kan utrustningen växla till batchläge. Efter att ha mätt bredden på den första kartongen och applicerat detta värde på hela serien, justerar tunnelförslutningsdelen kanalstorleken och bibehåller den oförändrad, vilket förbättrar förseglingseffektiviteten. Den maximala hastigheten kan nå upp till 8 paket per minut.
Funktionell struktur
| Inga. | Punkt | Särdrag |
| 1 | Framsektionsmatare | Uppnå matningsfunktionen för paket, snabbt, exakt och effektivt leverera paket till de angivna positionerna. Huvudbalken är gjord av kolstål och belagd med plast. För att säkerställa att förpackningarna är korrekt inriktade, används en fast styr- och inriktningsmekanism för att styra förpackningarna på plats |
| 2 | Höjdmätare | Pressblock av aluminium används för att mäta höjden på förpackningarna genom elektroniska vågsensorer och pneumatiska cylindrar, och data överförs sedan tillbaka |
| 3 | Täcka | För att förstärka utrustningens estetiska tilltalande samtidigt som den ger en viss grad av skydd, är den övergripande strukturen främst gjord av böjda kolstålplåtar belagda med plast. Den är ytterligare förstärkt med specialiserade aluminiumprofiler och kungblå akrylpaneler. |
| 4 | Kuggstång | Maskinramen är tillverkad genom svetsning av rektangulära rör och stålplåtar, följt av precisionsbearbetning. Detta säkerställer hög monteringsnoggrannhet och driftprecision, vilket garanterar en lång livslängd och god stabilitet hos utrustningen |
| 5 | Gland enhet | Håller effektivt ner kartongens övre lock, förbereder för den efterföljande förseglingsprocessen. |
| 6 | Fram och Bakre bafflar | Uppnår paketpositionering. Linjära lager, i kombination med förkromade axlar, ger linjär styrning. Flerstegs pneumatiska cylindrar styrs separat och uppnår i kombination med limningssystemet tvåstegs höjdjustering. Detta säkerställer både kvaliteten på limningsprocessen och håller effektivt förpackningen i en specifik position för exakt positionering. |
| 7 | Breddmätare | Det horisontella kraftsystemet använder högprecisionsmotorer i kombination med reducerare för att säkerställa stabiliteten i transmissionssystemet. Det är primärt ansvarigt för att vika ned de övre flikarna på kartongen för att slutföra förseglingsåtgärden. Mekanismen använder linjära styrningar för att rikta linjär rörelse, med kraft som tillhandahålls av pneumatiska cylindrar och flera hastighetskontrollventiler som reglerar luftkretsen för att uppnå snabb och stabil drift. |
| 8 | Dubbelcylindrig tryckplatta mekaniska delar | Det är primärt ansvarigt för att vika ned de övre flikarna på kartongen för att slutföra förseglingsåtgärden. Mekanismen använder linjära styrningar för att rikta linjär rörelse, drivs av pneumatiska cylindrar och regleras av flera hastighetskontrollventiler i luftkretsen för att uppnå snabb och stabil drift. |
| 9 | Körtelmekanism | Den är huvudsakligen ansvarig för att säkra kartongens övre lock för att förhindra att förpackningen rör sig. Mekanismen använder linjära styrningar för att rikta linjär rörelse, och den excentriska utformningen av den pneumatiska cylindern ger bättre stabilisering av paketet. |
| 10 | Kortkantslimsprayning systemet | Styrskenan ansvarar för att linjärt styra hela mekanismen fram och tillbaka. En servomotor med hög precision ger en stabil strömkälla, och användningen av ett välkänt inhemskt märke av planetreducerare säkerställer ytterligare tillförlitlig långtidseffekt. Den linjära styrningen är installerad i ett inverterat läge för att förhindra att den sprutas med lim, vilket säkerställer en ren och stabil styrning. |
| 11 | Bakre utloppsmaskin | För att uppnå funktionen av paketurladdning används ett tvåstegs kraftsystem för att snabbt, exakt och effektivt leverera paketet. Huvudbalken är gjord av kolstål och belagd med plast. |
| 12 | Limmaskinsystem | Eva snabbtorkande smältlimmaskin kan åstadkomma både kontinuerlig och intermittent limsprutning. Det är fullt funktionellt, lätt att installera och bekvämt att använda. |
| 13 | Nedpressande mekanism | Servomotorn driver reduceraren för att rotera hissen, vilket uppnår exakt vertikal positionering. Pneumatiska cylindrar används för att minska vikten och komprimera paketet, vilket säkerställer en stabil och smidig framåtrörelse. |
| 14 | Sidotrycksgrupp | De pneumatiska cylindrarna och linjära styrningarna rör sig in och ut för att positionera och pressa pappen. Teflonmaterialet förhindrar lim från att fastna, vilket säkerställer bättre komprimering av kartongen. |
| 15 | Sidostödsenhet | Servomotorn driver reduceraren för att rotera kugghjulen, med linjära styrningar som tillhandahåller transmissionen, vilket uppnår exakt sidopositionering. Sidoinriktningssektionen använder teflonrullar för att säkerställa konstant hastighet. |
| 16 | Tätningsdel i mitten | Rulltransmissionen i mittsektionen använder ett tvåstegs kraftsystem, vilket förbättrar effektiviteten i paketmatningen och minskar avståndet mellan väntelägen. |
| 17 | Matningsförvikningsstruktur | Mata förvikt struktur med lyftande fast stöd, med hjälp av servomotordriven reducerdrivningsskruv precisionskontrolllyft; övre lock och lägre tryck med hjälp av servomotordriven reducerdrivning skruv precisionskontroll lyftposition för att nå kartongens höjdposition; vikkantsrulle med hjälp av servomotordriven reducerdrivning skruvstyrning lyftcylinderstyrning vikkantsrulle lägre tryck för att uppnå pappershud långkantspapperskinn för förflyttning av förvikningskant, så att tätningslådan blir smidigare; |
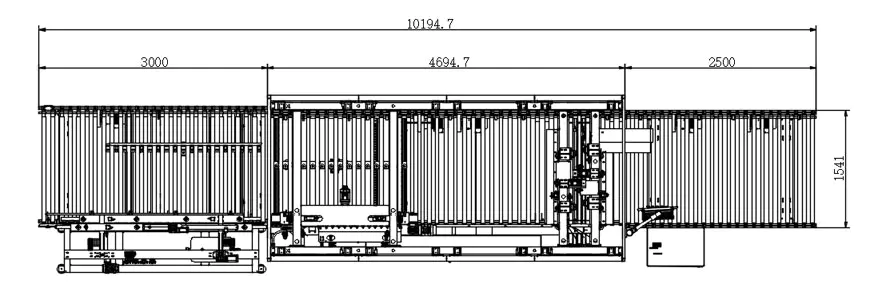
Tre-vy ritningar
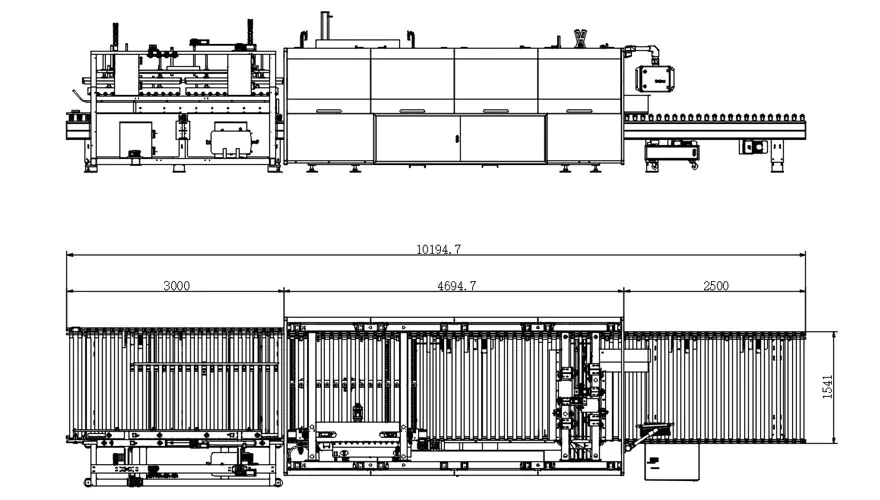
Schematiskt diagram över produktionsprocessläge
Detaljerade bilder
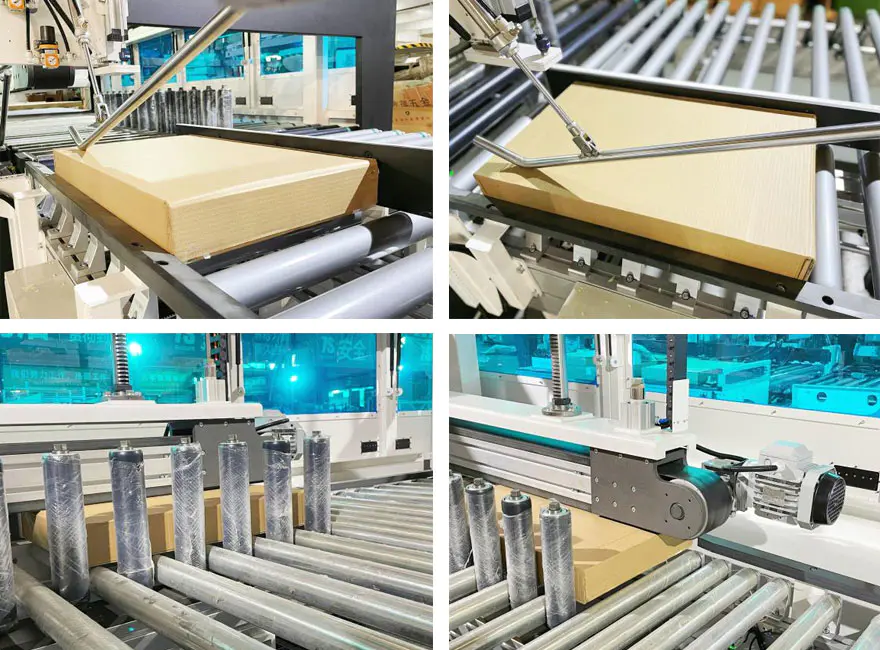



Förvikbar struktur
Lista över bärbara delar och förbrukningsartiklar
| Inga. | Punkt | Specifikationer | Föreslaget antal | U8 nummer |
| 1 | PTEE-rulle | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | M16 dubb med dubbla ändar | BZ-FXJ-G-015 | 2 |
|
| 3 | Teflon tryckhjul |
|
4 |
|
| 4 | Pressrem (typ med dubbla guider) | 95-L3990 (Tjocklek 3) | 1 |
|
| 5 | Sidojusteringsbälte (trippelstyrningstyp) | 195-L3742 (Tjocklek 3) | 1 |
|
| 6 | Strip elastiskt bälte | 392*20*1,5 | 15 |
|
| 7 | Tryckreduceringsventil | GR20008F1 | 1 |
|
| 8 | Inloppsgasventil | PSL8-02A | 1 |
|
| 9 | Flytled | F-M16X125F | 4 |
|
| 10 | Cylinder | SAI 50X350S | 1 |
|
| 11 | Cylinder | SAI50x300S | 1 |
|
| 12 | Skjutreglage | HGW30CC | 1 |
|
| 13 | Linjära lager monteringsfäste | LHBBW20 | 1 |
|
| 14 | Stålkärna skarvad synkronrem | S8M-3984-25 (öppen) | 1 |
|
| 15 | Skjutreglage | HGH25CA | 1 |
|
| 16 | Sömlöst synkronbälte av stålkärna | 30-S8M-800 | 1 |
|
| 17 | Sömlöst synkronbälte av stålkärna | 30-S8M-872 | 1 |
|
| 18 | Magnetisk strömbrytare | HX-31R-2M | 2 |
|
| 19 | Magnetventil | 4V210-08B | 3 |
|
| 20 | Stötdämpare av gummi | SE-15(Blå) | 3 |
|
| 21 | Plug-in relä | RXM4LB2BD | 1 |
|
| 22 | Reläbas | RXZE1M4C | 1 |
|
| 23 | Relä | RXT-F01 | 3 |
|
| 24 | Närhetsbrytare | IME08-02BPOZT0S | 1 |
|
| Inga. | Punkt | Specifikationer | Föreslaget antal | U8 nummer |
| 1 | Huvudenhet filternät | 133272 | 1 |
|
| 2 | Halspackning | 127028 | 6 |
|
| 3 | Spraypistol filternät | 126150 | 3 |
|
| 4 | AX munstycksmodul | 167400 | 6 |
|
| 5 | 24V magnetventil | 150236 | 6 |
|
| 6 | Munstyckspackning | 100368 | 12 |
|
| 7 | Stålrörspackning | 107332 | 6 |
|
| 8 | Riktvinklat munstycke 0,5MM | 130897 | 4 |
|
| 9 | Nål | 500661 | 1 |
|
| 10 | Reparationssats för kolvpump | 112757 | 1 |
|
| 11 | Reparationssats för AX munstycke | 167414 | 6 |
|
| 12 | Backflödesventilsats | 163008 | 1 |
|
Hot Tags: Automatisk boxstängningsmaskin
Relaterad kategori
Serie utan motor med rullbanor
Saxtyp Hydrauliskt lyftbord Series
Intelligent Factory Furniture Production Line Series
Intelligent Packaging Line Series
Serien med drivna bandtransportörer
Intelligent fabriksmöbler produktionslinje serie en maskin
Rullserie
Dörrlösning
Automatisk tallrikrengöringsmaskin
Skicka förfrågan
Lämna gärna din förfrågan i formuläret nedan. Vi kommer att svara dig inom 24 timmar.







