
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Anti-vidhäftning av automatisk laddning och lossningsmaskin för plattor för plattor
När möbler arbetsstycken laddas i hela pallar, på grund av materialets luftpermeabilitet, passformen mellan arbetsstycken,
och vidhäftningen av lim i kanterna kan manipulatorn orsaka ömsesidig vidhäftning när man tar tag i arbetsstycken:
Målet är att ta ett lager av arbetsstycken, men i verkligheten kan det ta 3-4 lager högst.
Detta kommer att orsaka en serie negativa effekter och minska tillförlitligheten för utrustningens drift kraftigt.
Utrustningen har höga krav på att plattorna ska laddas: ju längre plattorna placeras, desto stramare passar passformen mellan plattorna,
Och desto lättare är det att fästa; Renligheten i plattorna och restlimet i kanterna kan förvärra den ömsesidiga vidhäftningen mellan plattorna.
Utrustningens operativa tillförlitlighet är dålig.
Problem orsakade av ömsesidig vidhäftning mellan plattor kräver avstängning och manuell intervention, och denna situation inträffar ofta.
Det finns en hög säkerhetsrisk: Ofta avvikelser kräver personal att komma in och lämna manipulatorns arbetsområde, vilket utgör en stor säkerhetsrisk.
Sugkoppens greppcykel är inte fast: bordets höjd för att frigöra plattor är fixerad, men när du tar tag i,
Plattorna har tagit skikt med skikt från varje pall, och höjden minskar gradvis, vilket ständigt förändras.
Därför är det nödvändigt att undersöka och utveckla en ny typ av länkad utfodringsautomatiseringsutrustning för att exakt mata plattorna som ska borras som svar på ovanstående problem.
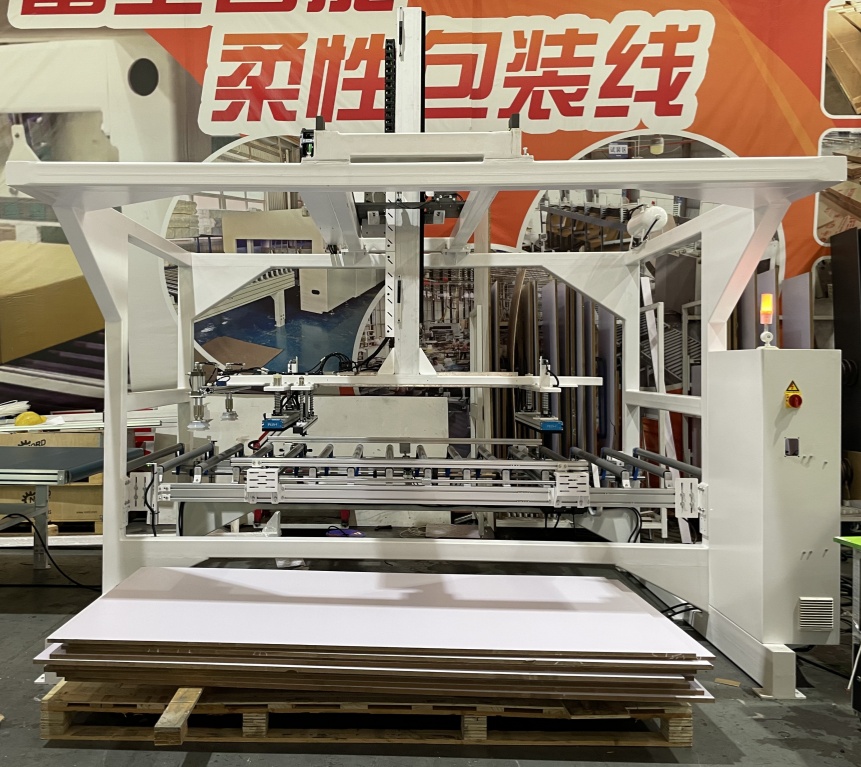

Arbetsflöde av anti-vidhäftningsram-typ Automatisk lastning och lossningsmaskin i träbaserad panelproduktionslinje
1. Ladda förberedelser: Arbetare placerar hela pallar med bearbetade träbaserade paneler på utrustningens matningsställ. Rackets lyftplattform justeras automatiskt till den första greppshöjden.
2.Positionering och tagning: Gantry -manipulatorn driver greppmekanismen för att röra sig direkt ovanför panelerna. En industriell kamera lokaliserar panelernas position;
Sugkopparna går ner för att kontakta panelytan och anti-vidhäftningsmodulen aktiveras samtidigt.
3.Anti-vidhäftningsdetektering: En spänningssensor upptäcker lasten. Efter att ha bekräftat att endast ett enda skikt av panelen har tagits, är fyra små skivformade sugkoppar fäst vid ena änden av panelen
Och skaka våldsamt upp och ner i några sekunder för att säkerställa att eventuella extra vidhäftade paneler skakas av. Sedan rör sig manipulatorn längs styrskenan till matningsporten för bearbetningsutrustningen.
4.Precise Lossing: När panelen har levererats till den angivna positionen för bearbetningsutrustningen frigör sugkopparna vakuumet för att slutföra lastningsprocessen. Samtidigt,
En annan uppsättning av greppmekanismer tar synkront ut den bearbetade panelen från utrustningen och överför den till lossningstransportören.
5.cyklisk drift: Lyftplattformen för matningsstället stiger gradvis när greppet fortsätter för att hålla den greppande ythöjden stabil. När alla paneler på pallen bearbetas,
Utrustningen utfärdar en väsentlig förändringsprompt.

